Structural characteristics of injection mold for automobile
Short Description:
Automobile parts are thin, large in size, high in precision and many curve surfaces in appearance. Automobile injection mold has its own special structural characteristics.
The rapid development of automotive industry is behind the automotive die industry. In a new car, thousands of automotive hardware moulds and nearly 500 plastic moulds for automotive interior and exterior decoration are needed, so there is a great demand for automotive moulds.
Behind the prosperity of the automobile industry is the automobile mould industry, which is called the mother of industry in China and the source power of entering the affluent society in Japan. In the western developed countries, German mould is called benefit amplifier. China's mould industry has developed for nearly half a century. Especially since the reform and opening up, China's mould industry has reached the world's advanced level. In the field of automotive moulds, China's automotive moulds enterprises have accounted for more than half of the total Chinese moulds industry, and continue to rise. It is believed that more and more automotive products will be produced in the future, and the development of automotive moulds will be faster and faster.
Structural Characteristics of Injection Mold for Automobile
1. There are many large molds for automobiles;
Automobile parts are much larger in volume and size than the plastic parts commonly used in electronic and electrical products. Such as bumpers, dashboards and doors on cars. Therefore, the size and volume of the mould for making them are also very large.
2. Complex shape
The cavity and core are three-dimensional: the external and internal shape of the plastic part is directly formed by the cavity and core.
These complex three-dimensional surfaces are difficult to process, especially the blind hole surface of the cavity. If the traditional processing method is adopted, it requires not only high technical level of workers, many auxiliary jigs, many tools, but also long processing cycle.
3. High precision;
High precision and surface quality requirements, long service life requirements: a mold is generally composed of a female die, a male die and a mold base, some may also be multiple pieces of assembly module. There are the combination of upper and lower die, the combination of insert and cavity, and the combination of modules require high machining accuracy. At present, the dimensional accuracy of general plastic parts is required to be it6-7, the surface roughness Ra 0.2-0.1 μ m, the dimensional accuracy of corresponding injection mold parts is required to be it5-6, and the surface roughness Ra 0.1 μ m or less. The surface roughness of the laser disk recording surface should be 0.02-0.01 μ m of the mirror processing level, which requires the surface roughness of the mold to be less than 0.01 μ M.
4. Long service life.
Long life injection mold is necessary to improve efficiency and reduce cost. At present, the service life of injection mold generally requires more than 1 million times. For precision injection mould, the mould base with large rigidity shall be used, the thickness of the mould shall be increased, and the supporting column or cone positioning element shall be increased to prevent the mould from deforming under pressure. Sometimes the internal pressure can reach 100MPa. Ejection device is an important factor affecting the deformation and dimensional accuracy of products, so the ideal ejection point should be selected to make the demoulding uniform. In the structure of high-precision injection mold, most of them adopt the splicing or full splicing structure, which requires the processing accuracy and interchangeability of mold parts to be greatly improved.
5. Long process flow and tight manufacturing time:
For injection parts, most of them are complete products matched with other parts, and in many cases, they have been completed in other parts, waiting for the matching of injection parts to be listed. Because of the high requirements for the shape or size accuracy of products, and because of the different characteristics of resin materials, after the completion of mold manufacturing, it is necessary to test and modify the mold repeatedly, which makes the development and delivery time very tight.
6. Design and manufacturing in different place
Mold manufacturing is not the end goal, but the product design is put forward by the user. According to the user's requirements, mold manufacturers design and manufacture molds, and in most cases, injection production of products is also in other manufacturers. In this way, the product design, mold design and manufacturing and the production of products are carried out in different places.
Specialized division of labor, dynamic combination: the production batch of mold is small, generally belongs to the production of single piece, but the mold needs a lot of standard parts, ranging from mold base to thimble, which cannot and cannot be completed by only one manufacturer alone, and the manufacturing process is complex, and the use of common equipment and numerical control equipment is unbalanced.
Technical Key Points of Automobile Injection Mold Design
1.Design of injection molding parts:
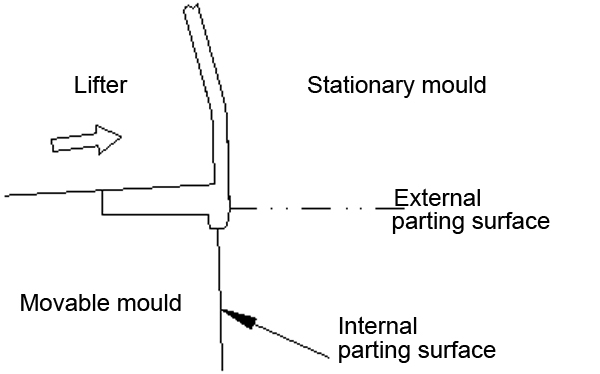
(1) Internal typing technology is often used
(2) An integrated structure is usually adopted. .
2. Gate system: hot runner is usually used and plastic feeding is controlled by sequence valve.

Inner parting of the mold for front bumper

The integrated structure used in automobile plastic mold
Rectangular guide pins technology is used in bumper mold
The design and manufacture of automobile moulds have their special technology. Please contact us if you need to know more about the mold making requirements.

Hot runner system are usually used in the injection molds of automobile door panel & automobile bumper
3. Temperature control system: usually adopts the form of "through cooling water pipe + inclined cooling water pipe + cooling water well".

Temperature control system used in glove box mold
4. Demoulding system: Hydraulic ejection and nitrogen spring technology are mostly used.

Hydraulic ejection and nitrogen spring technology are used in the molds for front bumper and automobile steering column shield
5. Guiding and positioning system: rectangular guide pins technology is often used. Steering column cover mould round guide column + square stop


Rectangular guide pins technology is used in bumper mold
The design and manufacture of automobile moulds have their special technology. Please contact us if you need to know more about the mold making requirements.





