Duobla injekto

Mallonga priskribo:
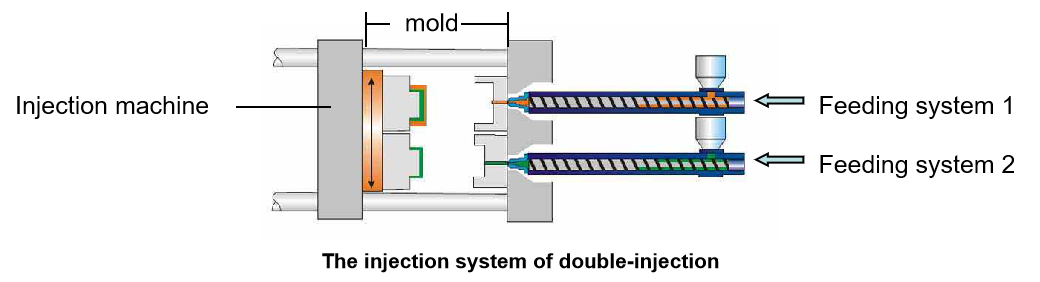
Duobla injekto estas plasta mulda procezo en kiu du aroj da muldiloj estas samtempe injektitaj sur la sama injektomaŝino por formi unu parton de du malsamaj plastaj materialoj.
Duobla injekta muldado (ankaŭ nomiĝas duobla pafa muldado, dukolora injekto).
Duobla injekta muldado estas plasta mulda procezo, en kiu du aroj da muldiloj estas samtempe injektitaj sur la sama injekta maŝino por formi unu parton de du malsamaj plastaj materialoj. Foje la du materialoj estas de malsamaj koloroj, foje du materialoj havas malsamajn malmolecon kaj molecon, tiel akirante la postulatajn mekanikajn ecojn kaj estetikon de la produkto.
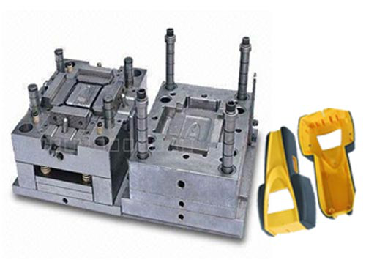
La apliko de duoble-injekta plasta muldilo kaj partoj
La plastaj partoj produktitaj per duoble-injekta muldado estis vaste uzataj en elektronikaj produktoj, elektraj iloj, medicinaj produktoj, hejmaj aparatoj, ludiloj kaj preskaŭ ĉiuj aliaj plastaj kampoj. La produktado kaj muldado de dukoloraj muldiloj, same kiel la esplorado kaj disvolviĝo de dukoloraj injektaj maŝinoj kaj krudaj materialoj por dukolora injekta muldado ankaŭ disvolviĝis rapide.
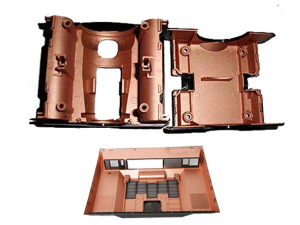
Montru kazon de duoble-injektaj partoj
Du malsamaj specoj de plastoj estas uzataj, kaj la plastaj produktoj klare distingeblaj inter la du specoj de plastoj estas nomataj duoble-injektaj partoj.
Kio estas la avantaĝo de duobla injekta muldado?
Kompare kun tradicia injekta muldado, du-materiala kuninjekta mulda procezo havas la jenajn avantaĝojn:
1. La interna kaj ekstera tavoloj de la partoj adoptas malsamajn materialojn kun malsamaj karakterizaĵoj, kiel tiuj kun bona forto en la interna tavolo kaj tiuj kun koloro aŭ greno sur la ekstera surfaco, por akiri ampleksan efikecon kaj aspektan efikon.
2. Materiala mola-malmola kunordigo: La ĉefa korpo uzas malmolajn materialojn, la kunmeta surfaco kun elasta mola rezino (TPU, TPE) povas ludi tre bonan stampan efikon al la produkto, kiel akvorezista, polvorezista.
3. Laŭ malsamaj uzokutimoj, kiel la surfaca tavolo de pezaj partoj uzas molan plastan rezinon, la korpo aŭ kerno de la parto uzas malmolan plastan rezinon aŭ ŝaŭmitan plaston povas malpliigi la pezon.
4. Malkvalitaj kernaj materialoj povas esti uzataj por redukti kostojn.
5. La kerna materialo de partoj povas uzi multekostajn kaj specialajn surfacajn ecojn, kiel kontraŭelektromagnetan interferon, altan konduktecon kaj aliajn materialojn por pliigi produktan rendimenton.
5. La surfaco aŭ kerno de partoj povas esti farita el multekostaj materialoj kun specialaj ecoj, kiel kontraŭelektromagneta interfero, alta konduktivo kaj aliaj materialoj por pliigi produktan rendimenton.
6. Taŭga miksado de kortikalaj kaj kernaj materialoj povas redukti la postrestantan streĉon, pliigi la mekanikan forton aŭ surfacajn ecojn de la partoj.
7. Kompare kun tromoldado, ĝi havas grandajn avantaĝojn en kvalito, kosto kaj produktiveco.
La manko de duobla injekto
1. Necesas investi en la aĉeto de duoble-injekta mulda maŝino.
2. La kongruado de duoble-injektaj muldiloj postulas precizecon: la malantaŭaj muldiloj havas la samajn postulojn. Kiam la produkto havas dezajnajn ŝanĝojn, ambaŭ muldiloj devas fari la samajn ŝanĝojn por certigi la samon. Ĉi tio aldonas laborkvanton al la prizorgado de la ĵetkubo.
3. Duoble injekta maŝino estas, ke du paroj da muldiloj dividas la spacon kaj potencon de la sama injekta maŝino, do grandskalaj produktoj ne povas esti injektitaj.
La diferenco inter duobla injekta mulda procezo kaj supermolda procezo
Duobla injekta muldado kaj supermuldado ambaŭ estas duaranga injekta muldado, sed ili estas tute malsamaj.
1. Tro-muldaj procezaj muldiloj, ankaŭ nomataj duarangaj muldiloj, efektivigas sur ordinaraj injektaj maŝinoj. La produkto estas formita en du stadioj. Post kiam la produkto estas forigita de unu aro da muldiloj, ĝi estas metita en alian aron da muldiloj por la dua injekta muldilo. Tial, ordinara injekta maŝino estas uzata por supermolda procezo.
2. Duobla injekta muldado estas, ke du specoj de plastaj materialoj estas injektitaj sur la saman injektan maŝinon, formiĝante dufoje, sed la produkto eliras nur unufoje. Ĝenerale ĉi tiu speco de mulda procezo ankaŭ nomiĝas duobla materiala injekta muldo, kiu estas kutime kompletigita per du aroj da muldiloj kaj postulas specialan duoble-injektan muldan maŝinon.
3. Duobla injekta muldado estas kontinua produkta reĝimo. Ĝi ne funkcias elpreni kaj meti partojn en la mezon, ŝparas tempon kaj eraron pri remetado de partoj, multe reduktas la indicon de malbona produktado, kaj multe plibonigas produktokvaliton kaj produkteman efikecon kompare kun tromolda procezo.
4. Overmolding-procezo taŭgas por injekta muldado de produktoj kun malaltaj kvalitaj postuloj kaj malgrandaj mendoj. Limigita de la specifoj de duoble-injekta fanda maŝino, ĝi ĝenerale ne taŭgas por injekta fandaĵo de pli grandaj partoj.
5. La du antaŭaj muldiloj de duoble-injektaj muldiloj devas esti identaj, kaj la enkapsulaj muldiloj ne havas ĉi tiun postulon. Tial, la precizeco kaj kosto de la duoblaj injektaj muldiloj estas pli altaj ol tiu de la enkapsuligitaj injektaj muldiloj.
La konsiletoj de duoble-injekta mulda procezo:
1. En la procezo de duoble-injekta injektado, estas la kvar esencaj elementoj: duoble-injekta muldilo, duoble-injekta muldilo, taŭga plasta materialo kaj racia parto-projektado.
2. Materiala Elekto de Mola kaj Malmola Kaŭĉuka duoble-injekta Fandado Devas esti certa temperatura diferenco inter la fandopunkto de du specoj de materialoj por dukolora injekta fandado. Ĝenerale oni rekomendas, ke la fandopunkto de la unua injekta materialo estu pli alta ol tiu de la dua injekta materialo, kaj ke la fandopunkto de la unua injekta materialo estu pli alta ol tiu de la dua injekta materialo.
3. Injekta sinsekvo de travideblaj kaj netravideblaj materialoj: la unua pafo estas farita el netravideblaj materialoj, kaj la dua pafo estas el travideblaj materialoj. Ekzemple, netravideblaj materialoj kutime estas komputilo kun alta materiala temperaturo, kaj PMMA aŭ komputilo estas uzataj por la dua travidebla materialo. Komputilo devas esti protektita per ŝprucado de UV. PMMA povas elekti UV aŭ hardadon. Se estas signoj sur la surfaco, ĝi devas elekti UV.
Kio estas duoble-injekta mulda maŝino?
La injekta maŝino kun du bareloj kaj injekta sistemo kaj pozicia konverta mekanismo de muldilo nomiĝas duoble-injekta mulda maŝino, kiu estas uzata por dukolora injekta muldado. Injektaj maŝinoj kutime havas du tipojn: paralela injekta maŝino kun injekta ŝraŭbo kaj vertikala injekta maŝino kun injekta ŝraŭbo.

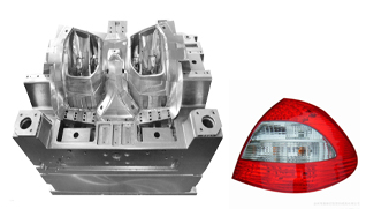
Kio estas duoble-injekta Muldilo?
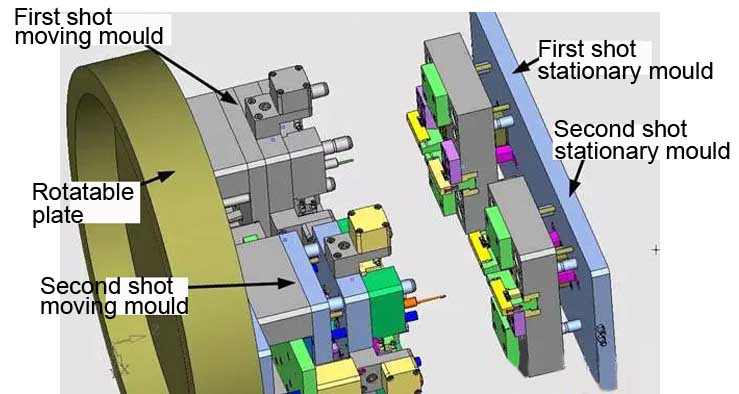
La muldilo, kiu injektas du specojn de plastoj sinsekve kaj produktas dukolorajn produktojn, nomiĝas dukolora muldilo. Dukoloraj injektaj muldiloj kutime estas du aroj de muldiloj por unu parto, responde al la unua kaj dua pafoj respektive. La malantaŭa ĵetkubo (vira ĵetkubo) de la du ĵetkuboj estas la sama, sed la antaŭa ĵetkubo (ina ĵetkubo) estas malsama.
Duoble-injektaj muldiloj devas esti instalitaj sur duoble-injekta mulda maŝino por produkti normale.
Konsiloj pri la projektado de duoble-injektaj Muldiloj
1. Muldilo kaj kavo
La formanta parto de la duoble-injekta muldilo estas esence la sama kiel tiu de la ĝenerala injekta muldilo. La diferenco estas, ke la stampilo de la injekta muldilo en du pozicioj devas esti konsiderata kiel la sama, kaj la konkava muldilo devas bone kunlabori kun la du stampiloj. Ĝenerale ĉi tiaj plastaj partoj estas pli malgrandaj.
DUOBLA INJEKCIO
2. Elĵeta me mechanismanismo
Ĉar la dukoloraj plastaj partoj povas esti malmulditaj nur post la dua injekto, la malmuldila mekanismo sur la ĉefa injekta aparato ne funkcios. Por horizontala rotacia injekta maŝino, elĵeta mekanismo de injekta maŝino povas esti uzata por elĵeta elĵeto. Por vertikala rotacia injekta maŝino ne eblas uzi elĵetan elĵetan mekanismon de injekta maŝino. Hidraŭlika elĵeto elĵeta elĵeta elĵeta elĵeta elĵeta mekanismo povas esti metita sur la rotacian tablon.
3. Pordega Sistemo
Ĉar temas pri duoble-injekta fandado, la enirpordega sistemo estas dividita en unusolan injektan sistemon kaj duarangan injektan sistemon, kiuj estas respektive de du injektaj aparatoj.
4, Konsistenco de ŝimaj bazoj Ĉar la duoble-injekta mulda metodo estas speciala, ĝi bezonas kunlabori kaj kunordigi unu la alian, do la grandeco kaj precizeco de la du paroj de mortaj gvidiloj devas esti konsekvencaj. Por horizontalaj rotaciantaj injektaj muldiloj, la ferma alteco de la muldiloj devas esti la sama, kaj la centro de la du muldiloj devas esti sur la sama turniĝanta radiuso, kaj la diferenco estas 180. Por vertikale rotacia injekta muldilo, du paroj da muldiloj devus esti sur la sama akso.
Evoluo de duoble-injekta muldado
El la karakterizaĵoj kaj aplikoj de multkolora injekta muldado kaj dumateria kuninjekta muldado, videblas, ke estos tendenco iom post iom anstataŭigi la tradician injektan muldadon en la estonteco. Noviga injekta fanda teknologio ne nur plibonigas la precizecon de injekta fanda procezo, sed ankaŭ malfermas la kampon de injekta fanda procezo. Novigaj elĵetaj ekipaĵoj kaj procezoj sufiĉas por plenumi la kreskantan postulon pri diversigitaj, altkvalitaj kaj altvaloraj produktoj.
Mestech ofertas duoble injektan muldadon por aŭtomobilaj kestoj, porteblaj ekipaj ŝeloj, laŭtparoliloj, ŝlosilaj butonoj, teniloj kaj aliaj dukoloraj aŭ du materialaj produktoj dum jaroj, bonvolu kontakti nin se vi postulas.